

备用栏目

系统主要完成板坯加热炉区域的位置跟踪、板坯温度预报、加热策略设定及动态优化等功能,实现加热炉板坯顺序、温度以及炉温的全自动控制。 系统可以根据炉内板坯的规格、位置以及生产节奏的变化,动态调整板坯的在炉时间和炉温设定值,确定最优加热曲线,在保证板坯加热质量的前提下达到节能降耗的目的。此外,基于炉内气氛精确控制的优化燃烧技术可以有效地降低板坯的氧化烧损,提高加热质量。空燃比自动控制基于能源热值和压力波动的专家系统,使系统的鲁棒性大大提高。 成功应用案例如南钢中厚板卷厂回火热处理线(明火),莱钢2#常化热处理线(辐射管)、重钢2700mm热处理线(辐射管)、邯郸2#/3#常化热处理线(辐射管)。CSP隧道炉:涟钢CSP辊底式均热炉、邯郸连铸连轧厂加热炉。常规热连轧加热炉:涟钢2250mm热连轧加热炉、凌钢880mm热连轧加热炉。系统投入运行后,稳定可靠,操作简单运用灵活,而且能够满足工艺对新品种研发的需求,得到了用户的好评。 目前,热处理和隧道炉过程控制系统的自动投入率达100%,常规热连轧加热炉过程控制系统自动投入率为92.3%(能源热值压力波动、上下游工序故障等因素干扰)。板坯温度均匀性指标,同板差合格率为96.35%,同炉坯间差合格率为97.63%,交叉坯间差合格率达100%。

全自动常规热连轧加热炉控制系统——涟钢2250mm热连轧加热炉
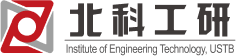
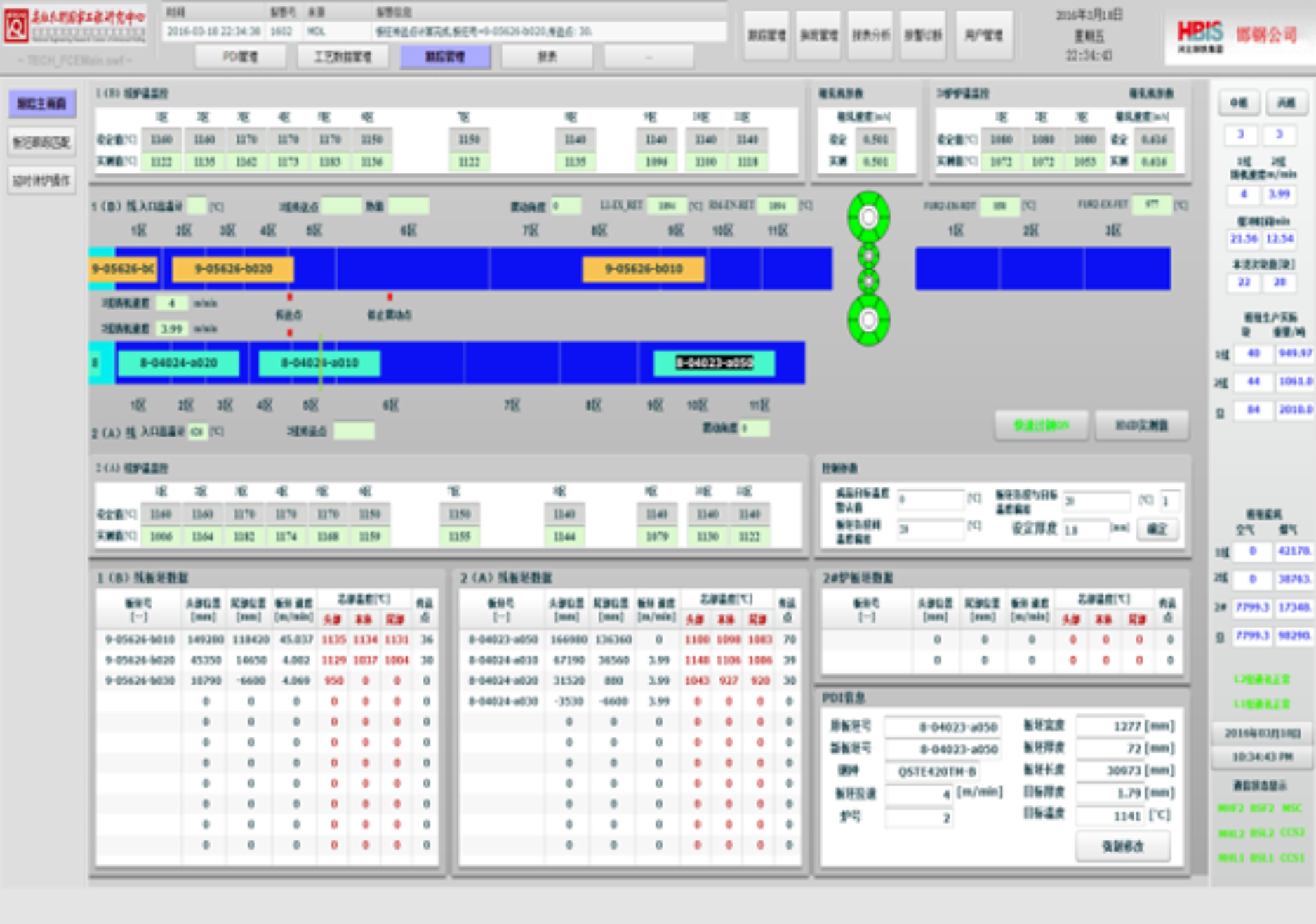
中厚板热处理炉控制系统
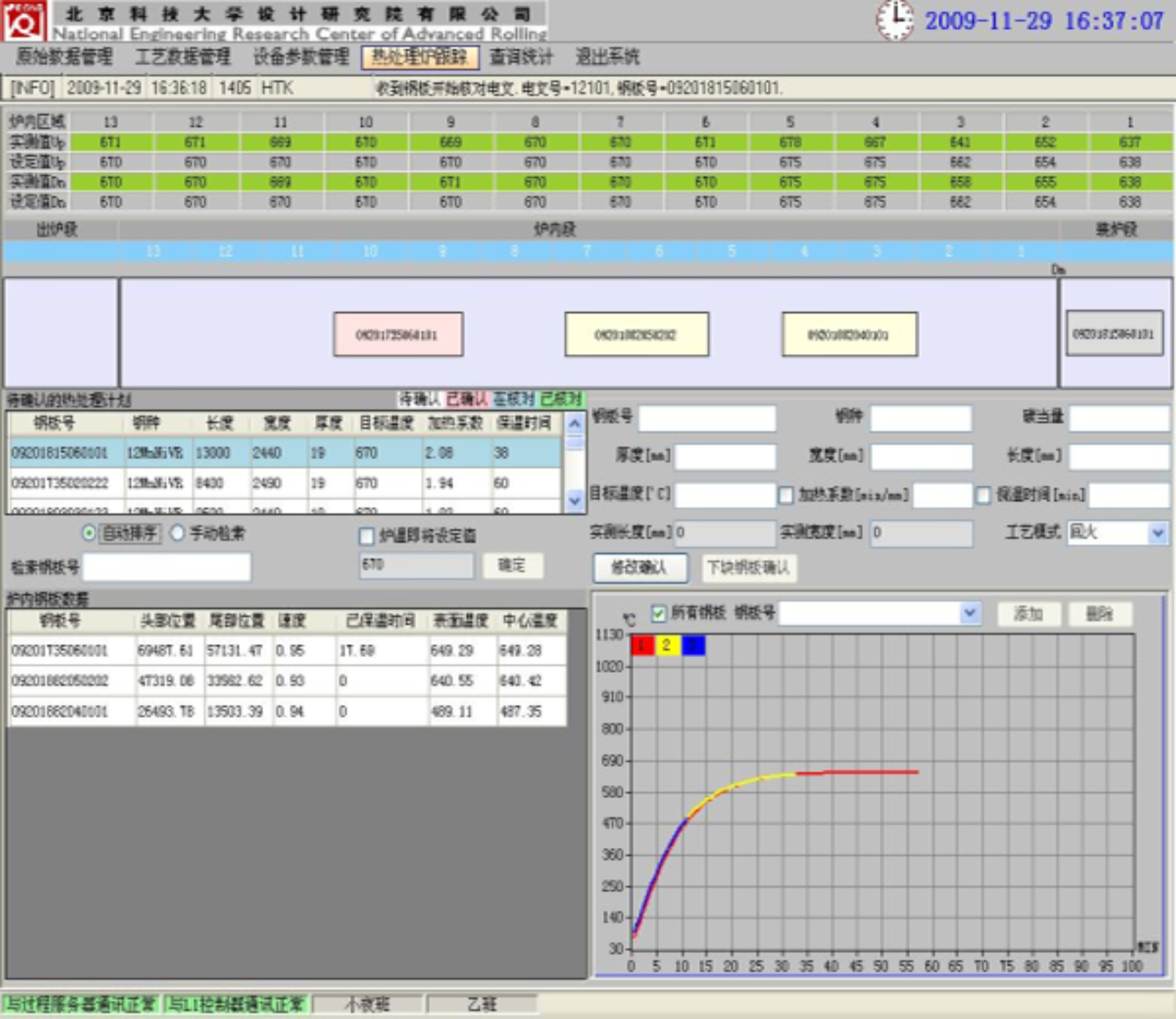
CSP隧道炉控制系统
常规热连轧加热炉跟踪系统
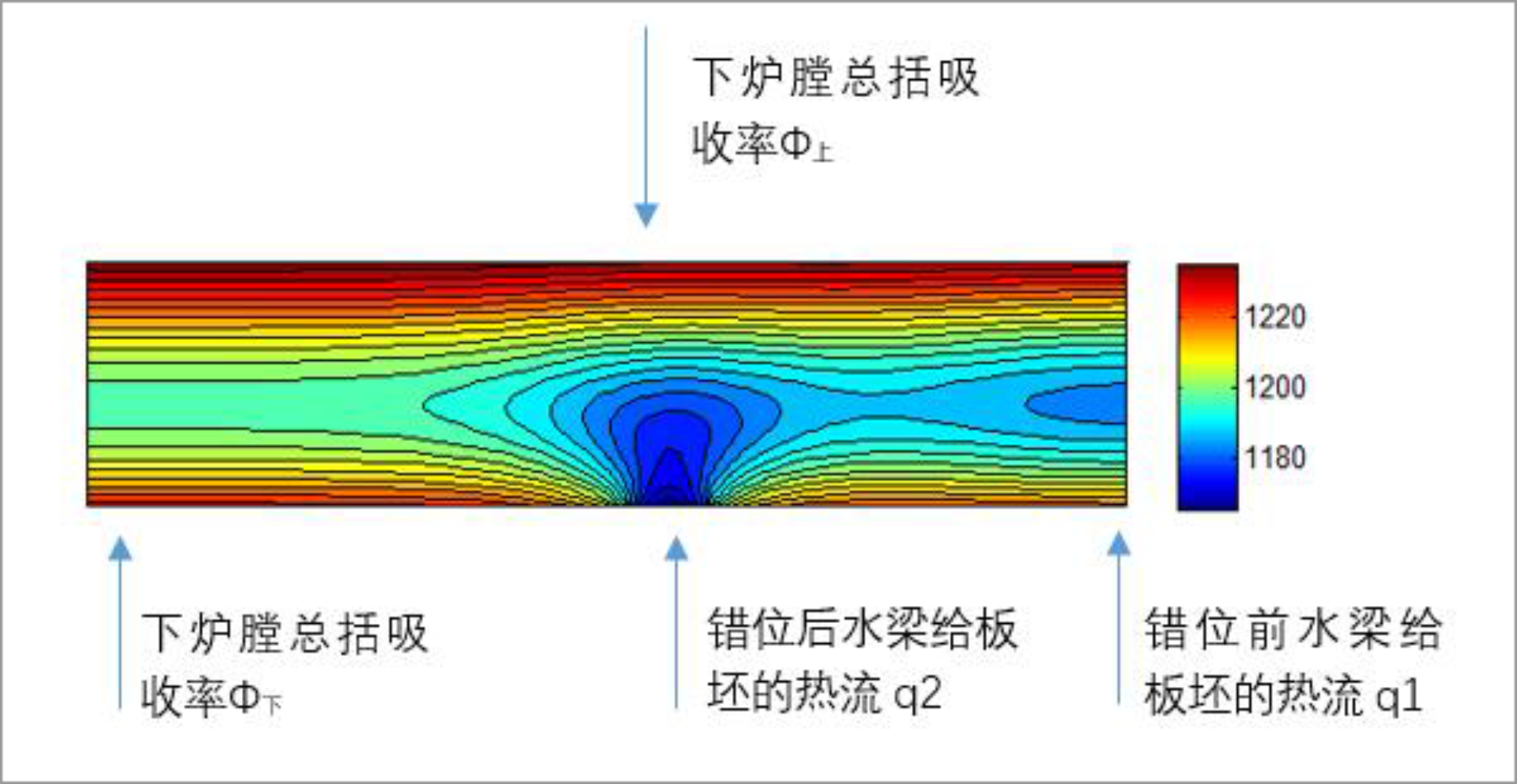
板坯温度预报模型——计算域温度场
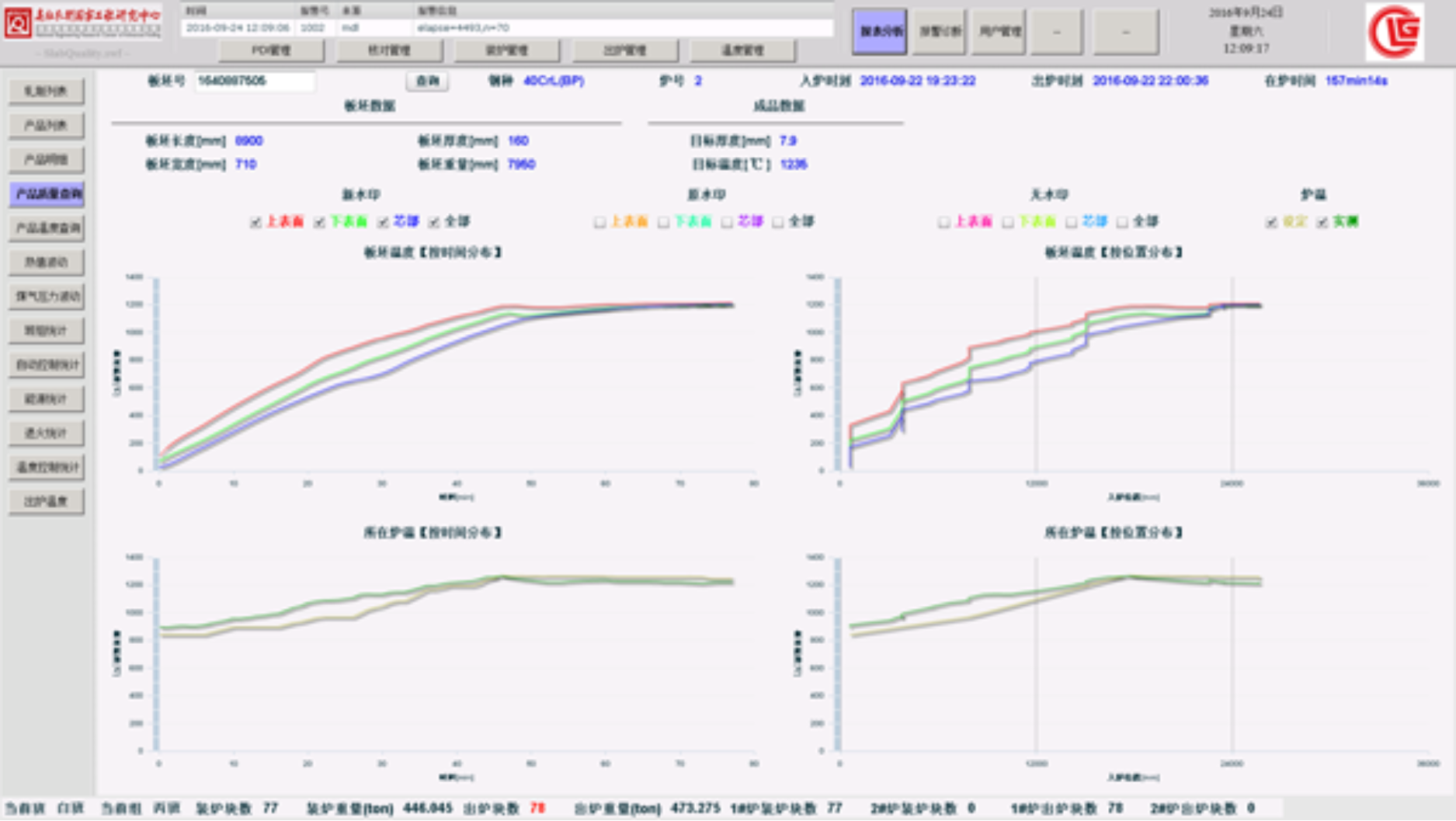
常规热连轧加热炉控制系统板坯质量监控

常规热连轧加热炉控制系统能源统计