


长寿命、轻量化盘扣式脚手架开发
1.成果简介
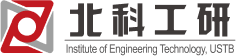
盘扣式脚手架是续扣件式、碗扣式脚手架之后的升级换代产品,由于其具有承载力高、结构稳固、安全可靠、搭拆便捷、易于管理等诸多优点,被越来越多地应用于桥梁、管廊、地铁、大型厂房、大型舞台、体育场馆等公建项目。还可临时用于其他多种用途,如可做供车辆通行的安全通道、临时作业平台、临时挂扣式踏步爬梯等。2022年上半年全国建筑市场现有盘扣脚手架总量2270万吨,生产加工、租赁承包企业900余家,并在全国多地地方建筑安全政策的支持下用量不断提高。
本文,北京科技大学高效轧制与智能制造国家工程研究中心 方幸,北京科技大学高效轧制与智能制造国家工程研究中心 米振莉教授等在第十四届中国钢铁年会发表名为“长寿命、轻量化盘扣式脚手架开发”的论文,通过材料性能提升、生产工艺优化、材料结构优化三个方面对盘扣式脚手架的生产进行优化,提出了一套盘扣式脚手架长寿命、轻量化的生产设计方案。优化后的专用钢带屈服强度比Q355提升约100MPa,耐蚀性提升24%。明确了在300±20A,30±2V,38±2rpm转速条件下,可以获得良好的焊接质量。同时,专用带钢制成的立杆环焊缝强度相比Q355进一步提升了20%左右。通过数值模拟的方式优化了锁头浇注工艺,将双浇道工艺改为单浇道工艺,报废率从19 %降为3 %。通过数值模拟模拟脚手架受力情况,进行结构轻量化研究,制备了新型圆盘与锁头,其在原基础上可减重7%-15%。
2.图文导读
(1)立杆材料研究
按照相关国家标准要求,目前国内市场上盘扣式脚手架一般采用Q355作为立杆材料。
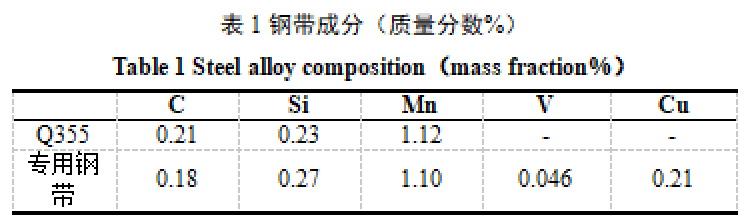
针对焊接电流、焊接电压、焊接速度这三个主要工艺因素对焊接工艺的影响,设置焊接工艺实验方案如研究方法中表2所示。
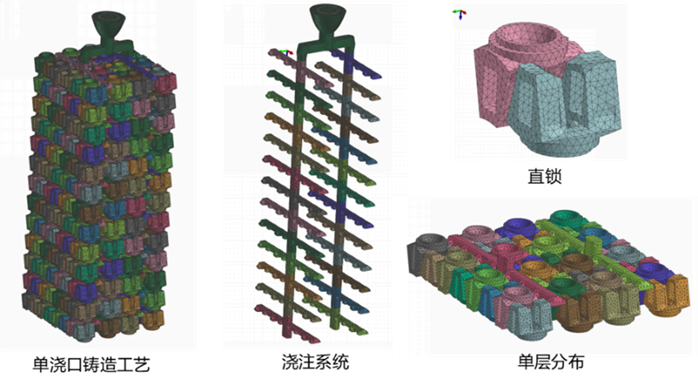
盘扣式脚手架锁头一般采用叠壳铸造工艺批量生产,优化前用双浇口杯浇注生产直锁,废品率较高。为了增加产品合格率,将铸钢锁头浇注系统由双浇口改为单浇口,还调整了尺寸和设立补缩的位置。此外,出于结构优化,对直锁也进行了改进,包括开口和坡度。通过模拟软件ProCAST来模拟脚手架锁头生产工艺。
通过数值模拟的方式模拟脚手架在不同承载条件下各个管件部件的受力情况,确定不同部位在受力时的应力,并基于此对不同部位进行轻量化结构优化设计。

(2)盘扣式脚手架专用钢带开发
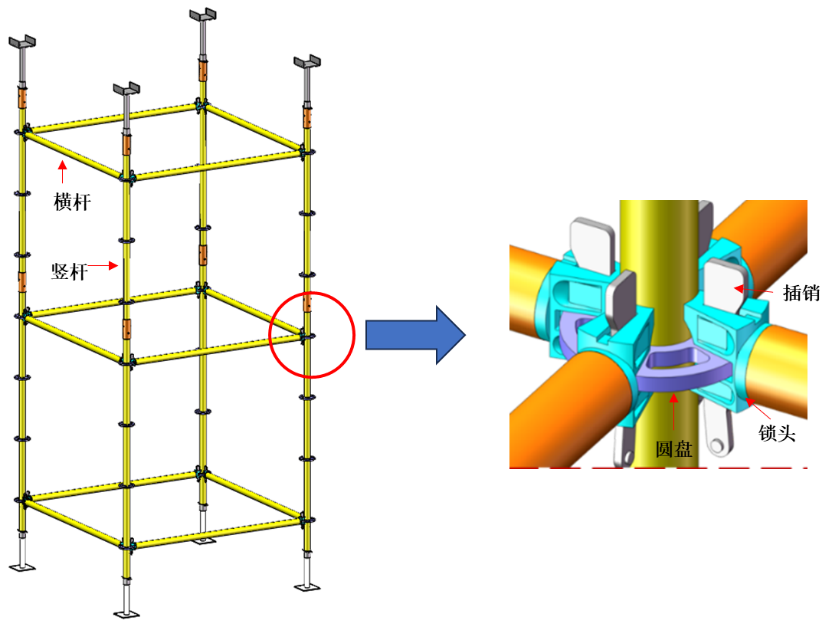
专用带钢与Q355相比,热轧组织均由铁素体、珠光体组成,但专用带钢晶粒平均尺寸为6.9 μm,明显低于Q355的8.11 μm。Q355热轧板屈服强度在370MPa左右,抗拉强度在540MPa左右,延伸率在31%左右;而专用带钢屈服强度在470MPa左右,抗拉强度在600MPa左右,延伸率在25%左右,专用带钢力学性能有了显著提升。
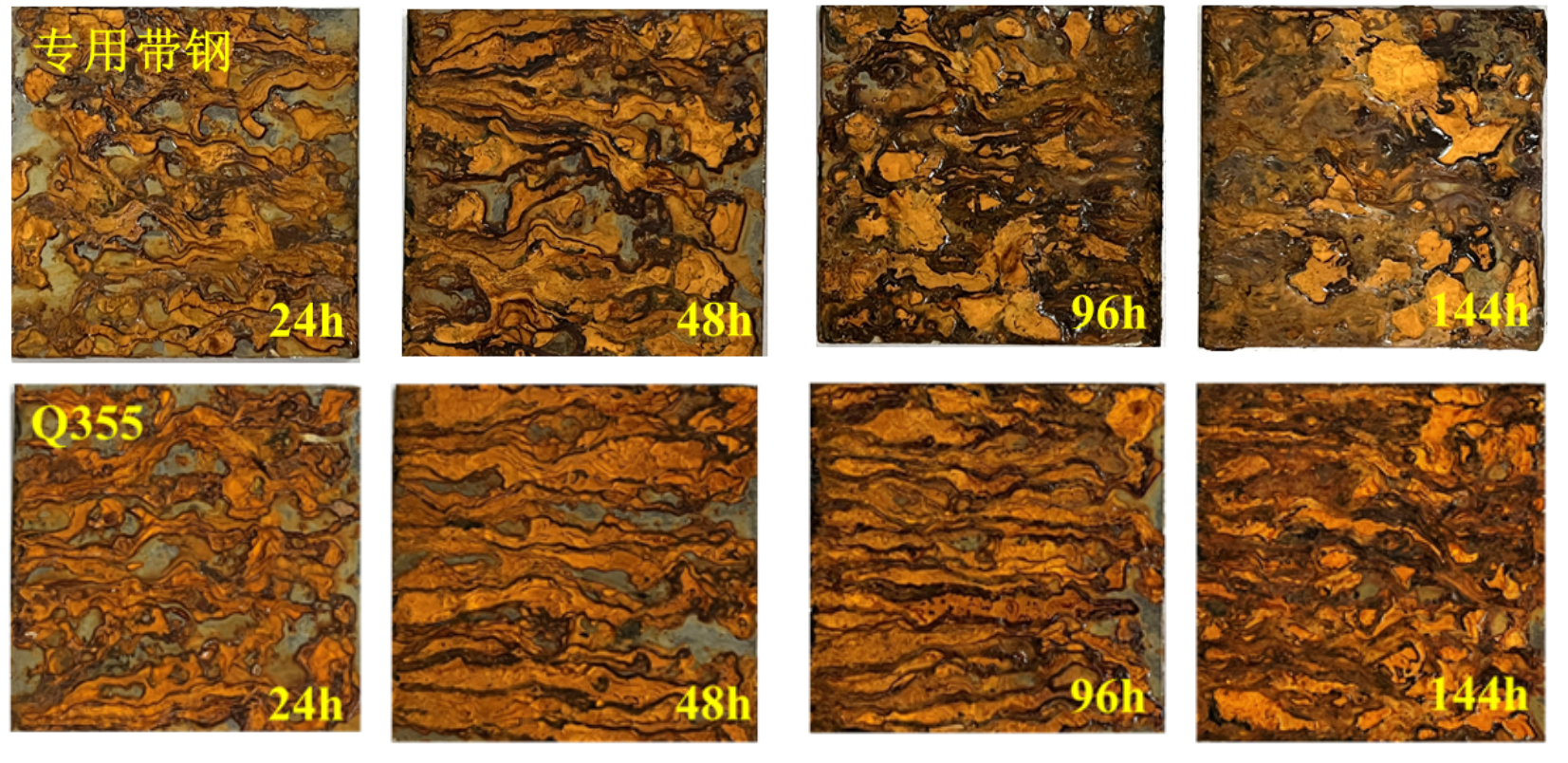
通过中性盐雾实验的方式对盘扣式脚手架进行了耐蚀性的研究,随着腐蚀时间的增加钢带表面逐渐被锈层覆盖,锈层颜色逐渐加深。
Q355与专用带钢在SEM下腐蚀144h的腐蚀产物均含有针状的α-FeOOH,而Q355还含有絮状的γ-FeOOH,γ-FeOOH的化学性质相对不够稳定,对锈层结构不利。同时可以观察到Q355实验钢锈层的致密性更差,可以观察到Q355实验钢的锈层中存在许多的孔洞,这可能使Cl离子和Na离子更容易渗透进基体中继续腐蚀基体,无法起到以锈止锈的作用。
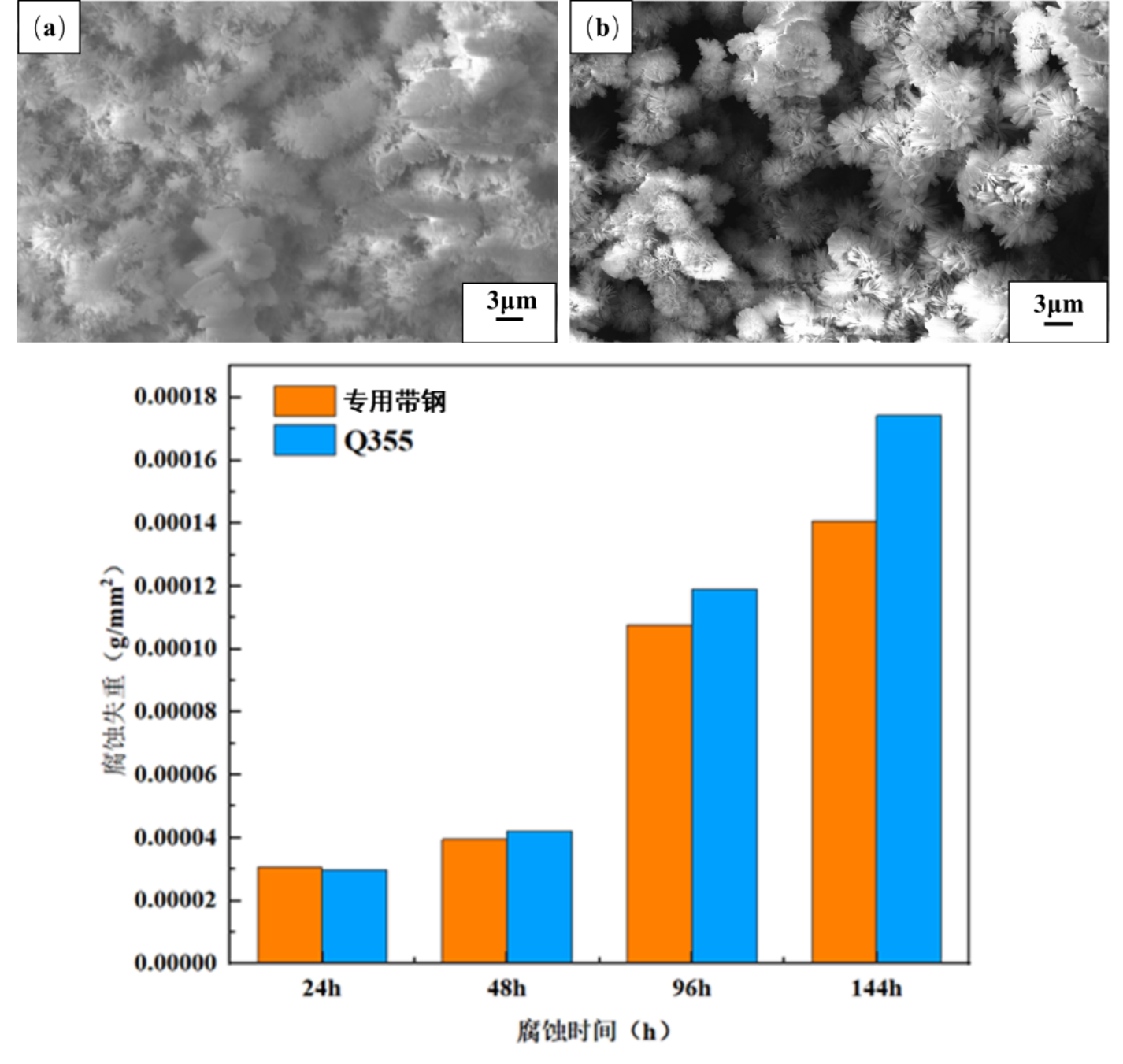
两种带钢的失重量随腐蚀时间的延长而逐渐增加,当失重量增加缓慢时,也说明了随着锈层的增厚和结构的完善阻碍了腐蚀性离子的侵入,减缓了基体的溶解反应。在整个腐蚀周期中Q355实验钢的腐蚀失重量都在快速上升,而专用带钢失重量小于Q355,且失重量逐渐趋于平衡。经过计算,专用带钢与原Q355相比耐蚀性提升了24%。
(3)盘扣式脚手架材料生产工艺与结构优化
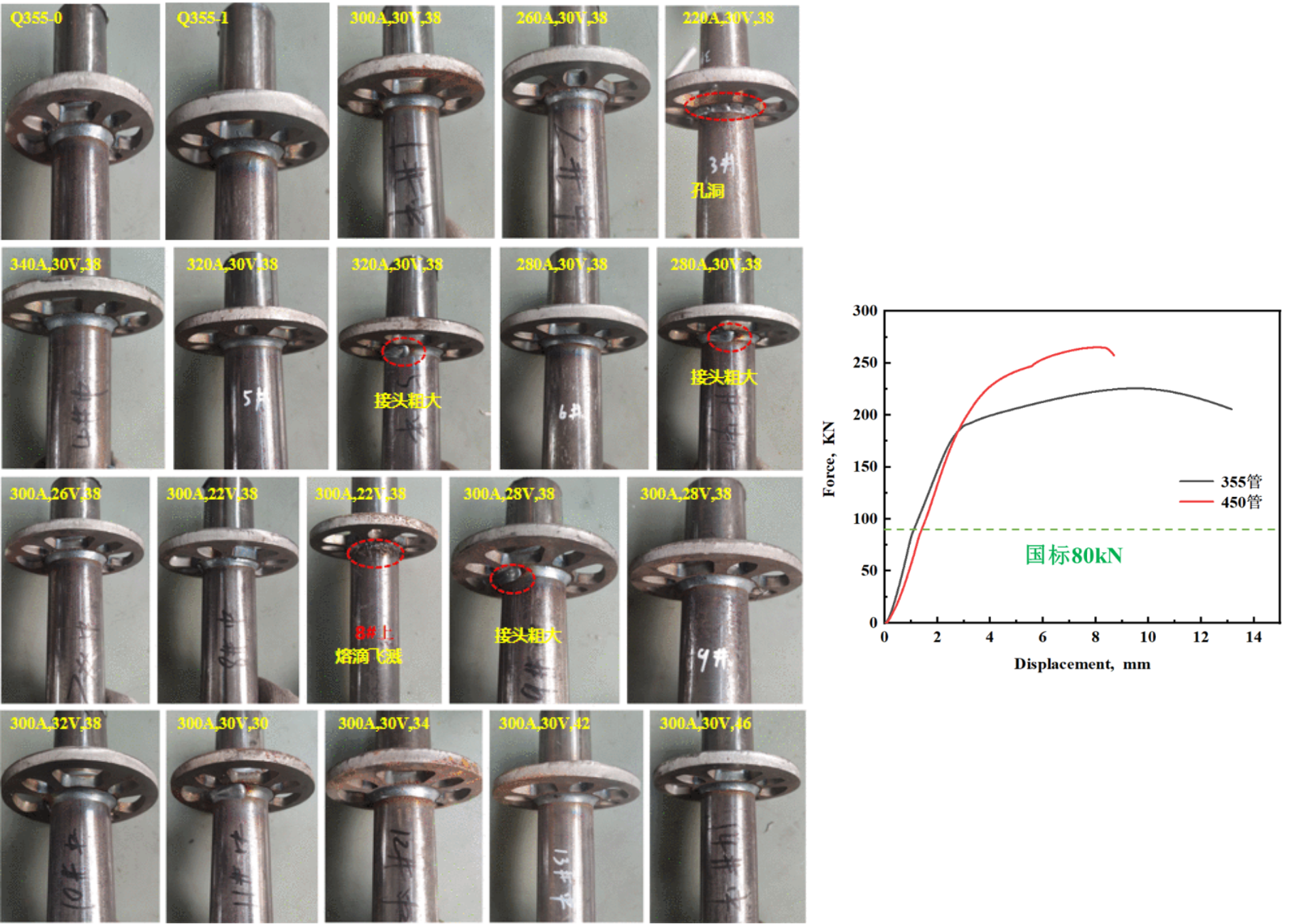
以焊接表面质量为主要依据,结合力学性能测试,明确了在300±20A,30±2V,38±2rpm转速条件下,可以获得良好的焊接质量。
经过焊接工艺参数优化,两种立杆焊接件的
环焊缝剪切强度均远高于国标要求的80kN,且专用带钢制成的立杆环焊缝强度相比Q355进一步提升了20%左右。
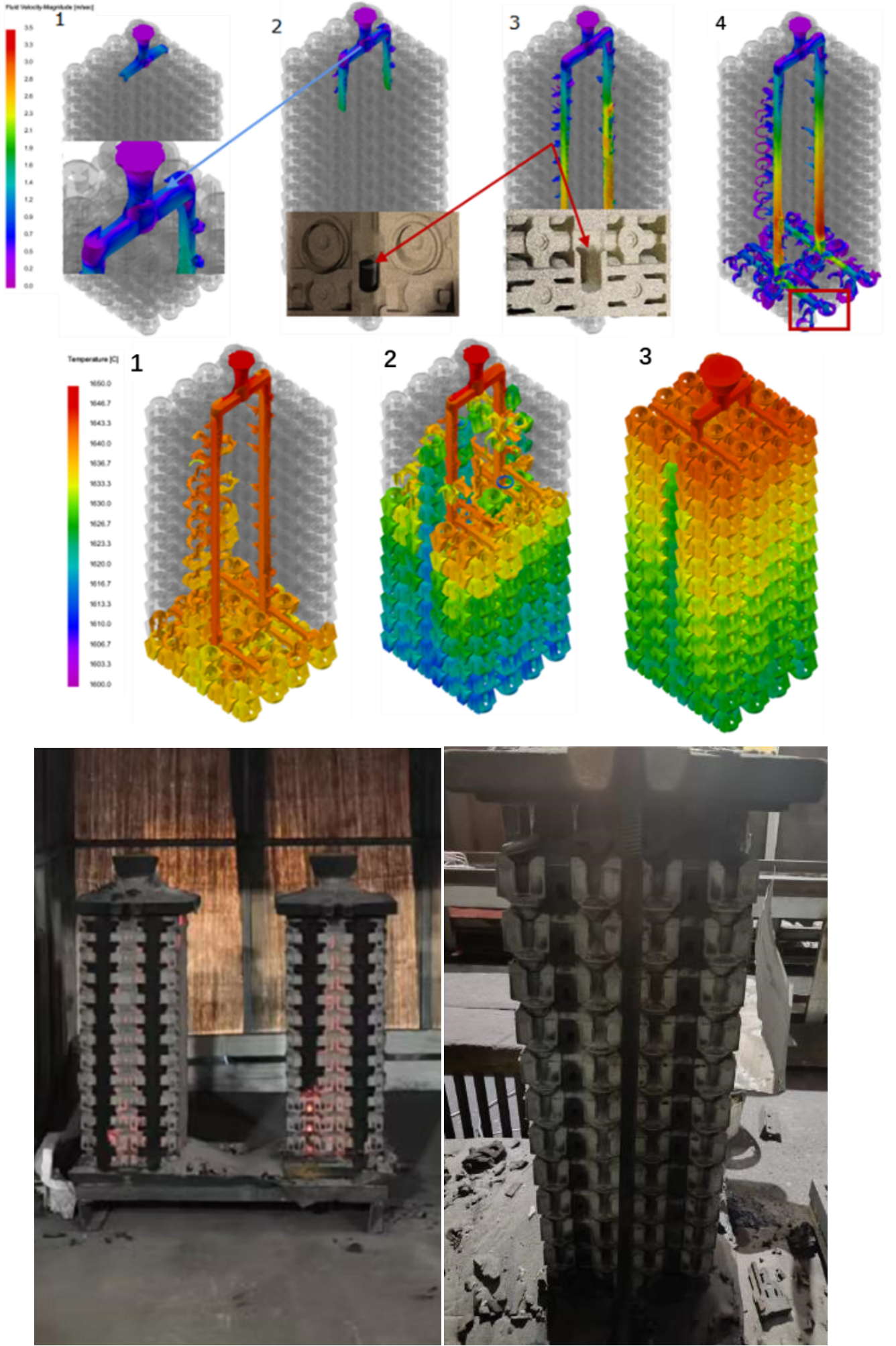
由单浇口的浇注流场与温度场模拟结果可知,在浇注时会出现卷气现象,因此,提高产品质量仍可以从浇包,和浇注工人的操作(浇注时间,浇注速度)手法上进行改进。优化后的铸造工艺调整了金属液的流动,使之在顶部横浇道减缓冲击后平稳进入直浇道,该工艺生产的直锁废品率从19 %降至3 %。
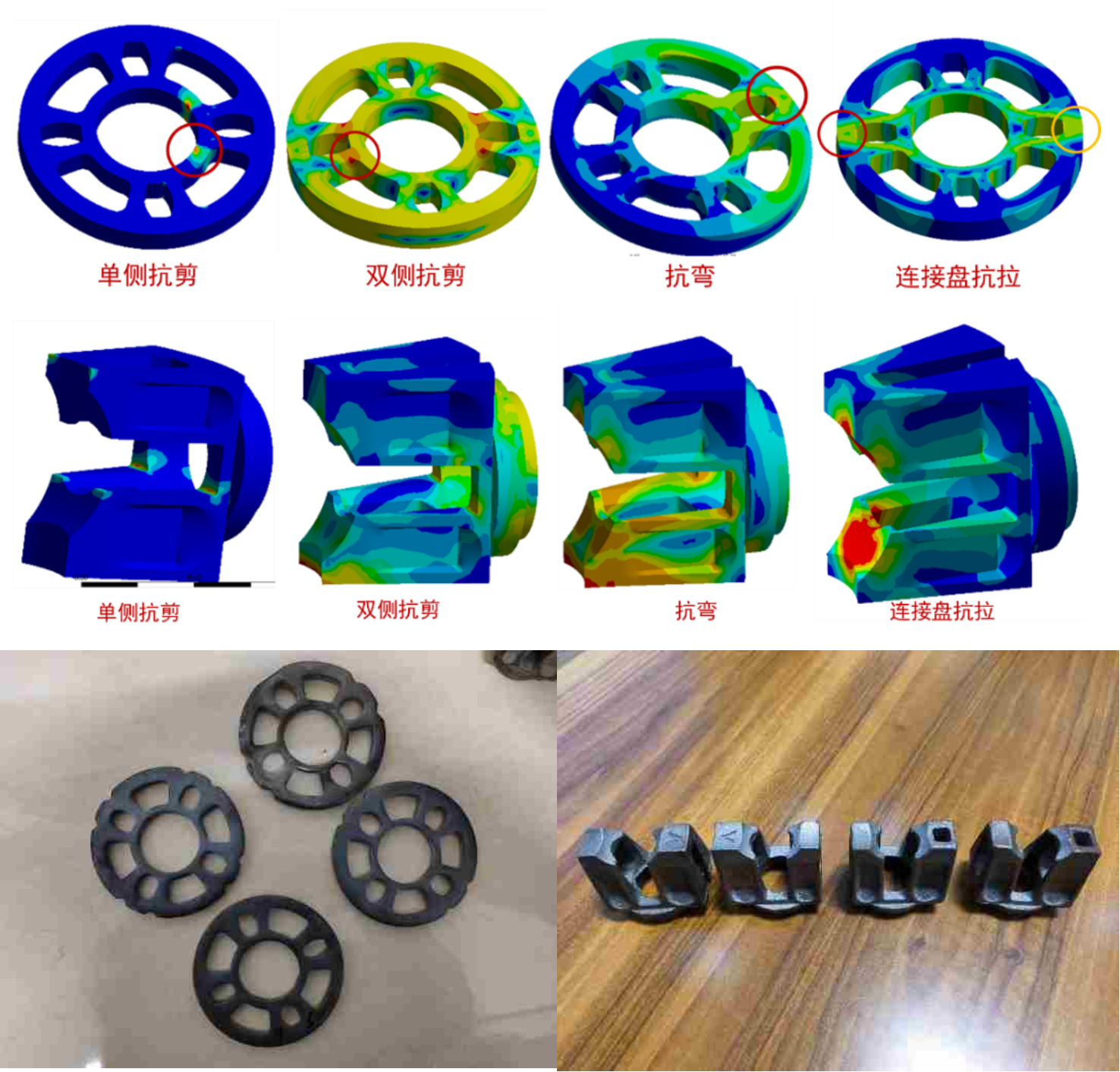
基于测试标准的脚手架静态承载仿真计算结果,连接盘外圈受力较小,连接盘外圈可减薄,与筋的连接处可减薄;锁头主要受力点在上颚根部与下颚端部,其他区域强度富裕,均有减薄空间。仿真结果显示构件中变形和应力主要集中在连接盘、锁头部件上,对连接盘外圈结构做圆角优化处理,以及对连接盘外圈、锁头上下颚外侧根部进行减重/轻量化设计。优化后的圆盘与锁头结构重量减轻了7%-15%,且强度也有所提升。
3.小结
(1)本文针对盘扣式脚手架的长寿命与轻量化需求,开发了具有更高强度与耐蚀性的脚手架专用带钢,其屈服强度比Q355提高了21%;耐蚀能力比Q355提高了24%.
(2)通过对脚手架的焊接工艺优化,获得了具有良好焊接质量的焊接工艺窗口,两种立杆焊接件的环焊缝剪切强度均远高于国标要求的80kN,且专用带钢制成的立杆环焊缝强度相比Q355进一步提升了20%左右。
(3)针对铸钢锁头生产中的废品率较高的问题,通过浇注系统与浇注工艺的优化设计,铸钢锁头的废品率从19%降到了3%。
(4)基于多种工况承载的构件中变形和应力仿真上,对盘扣式脚手架连接盘、锁头等主要结构部件构件进行了强化及轻量化结构设计,部件在优化后重量可减轻7%-15%。