|
以下内容转自 世界金属导报 2016-09-06B08
编者按:北京科技大学高效轧制国家工程研究中心工艺装备研发团队致力于板带钢控轧控冷技术的研究与开发,近20年来,团队在板带钢控轧中间冷却、机架间冷却、轧后控冷、常化控制冷却、辊式淬火机、特厚板淬火装置设计等研究开发方面积累了深厚的理论知识与丰富的工程设计与应用经验,团队开发的冷却装置涵盖了目前国内板带钢生产领域应用的所有控制冷却装置类型。获得了以一种中厚板在线淬火倾斜射流冷却器为代表的多项发明专利,中间冷却装置、中厚板TMCP技术以及正火控冷装置获得了福建省、江苏省以及中国钢铁工业协会等多项省部级科技奖励。截止2016年4月,中心开发的中厚板中间冷却及差温轧制工艺已经应用于武钢、济钢、三明以及重钢等4条生产线,中厚板正火控冷装置应用于济钢、邯钢、舞钢等国内11条生产线,辊式淬火机应用于南阳汉冶3800热处理线,中厚板轧后控冷装置应用于国内31条生产线,热轧带钢层流冷却装置应用于国内9条生产线。这些生产线的应用体现了北京科技大学高效轧制国家工程研究中心在国内板带钢控制冷却技术研究领域的领先地位。
一、板带钢控制冷却技术研发历程
1.1水幕冷却技术
在 “七・五”期间,我国只有20家落后中厚板生产线,但是,控制冷却技术紧跟国外的发展趋势,在原冶金工业部的支持下,开发与应用了以水幕冷却为代表的轧后冷却装备。1989年,以北京科技大学、冶金部钢铁研究总院、重庆钢铁公司五厂(中板厂)联合研发的水幕层流(或称缝隙层流)冷却装置得到应用。随后若干年,该技术在国内其他厂得到应用,包括南京钢铁公司中板厂、新余钢铁公司中板厂、首钢秦皇岛中板厂等。2004年随着国内引进住友的最后一条水幕冷却装置的投产,至今再也没有新建水幕冷却装置,而原来已经建设的水幕冷却装置也陆续停用、淘汰。
经历了兴衰的水幕冷却技术,有其必然的技术原因。主要是水幕冷却技术的关键是保证成幕的喷水口窄小(宽度3-4mm,住友的水幕喷口宽约12mm),形状复杂,喷口缝隙宽度和表面状况,受冷却水中的油脂、悬浮物、硬度以及钢板热辐射、机械碰撞等影响严重,容易导致水幕不连续,冷却不均匀等问题,严重影响了冷却效果。另外,设备维护量大、执行器件寿命短等问题,也制约了设备的正常使用。
1.2加密管层流技术
1999年,北京科技大学高效轧制国家工程研究中心和鞍山钢铁公司共同开发了新型轧后冷却装置――加密管层流装置(MPL-ACC),并在鞍钢新轧钢股份公司4300宽厚板生产线得到应用(见图1)。该加密管层流装置是国内自主开发的、拥有完全自主知识产权的技术。该冷却装置利用了原鞍钢4300宽厚板水幕层流装置的供水和水处理系统,冷却装置采用加密集管层流,装置克服了水幕冷却装置的固有问题,在提高冷却能力、提高设备寿命、减少设备维护量等方面有其独特之处。投产之后,很快为鞍钢的低成本船板开发、高强度管线钢X65、X70、X80的开发等立下汗马功劳。

图1鞍钢4300宽厚板生产线MPL-ACC装置
北京科技大学开发的加密管层流装置技术随后在国内舞阳钢铁公司4300、新余钢铁3800、湘潭公司3800、武汉钢铁公司2800等近30条中厚板或中板生产线上得到广泛应用;并针对中厚板生产的中间坯冷却,开发出第一代中间冷却(IC)装置。
但是,第一套MPL-ACC装置存在的技术问题在使用中逐渐凸显出来。首先,高位水箱容量过小,限制了设备冷却能力的发挥;同时,系统稳定运行的供水量大、能耗高;其次,喷水管间距大、管径大,冷却能力虽然高,但是温度均匀性受到影响,横向容易产生“斑马线”黑色低温区,板面温度均匀性在30℃;钢板的宏观力学性能虽然不受影响,但是表观质量和表面硬度均匀性较差。在后续的MPLACC装置设计中,首先采用了大容量的高位水箱,水箱有效容积最大达到400立方米,4300中厚板生产线ACC的供水能力下降到4500立方米/小时,ACC生产能耗明显降低;其次,采取了小管径、更加密的喷水管布置,并采取多排喷水管交叉布置、前后集管的喷水管交错布置等方式,克服了加密管层流喷水驻点分布间距大的不足,板面温度均匀性得到提高;另外,在设备设计上,更多体现了以人为本的特色,在设备维护、检修、运行监视等方面采取了多种措施,让操作人员、设备维护人员、技术管理人员能方便地监视设备运行状态,方便、快捷地对设备进行检修、维护。重钢4100宽厚板轧后 MPL-ACC装置(如图2)的使用表明,采用上述技术措施后,板面温度均匀性可以有效控制在10℃。

图2重钢4100宽厚板生产线MPL-ACC装置
1.3超密度冷却技术(SUPIC技术)
在板带冷却技术从普通层流→水幕层流→加密层流技术发展过程中,很重要的一条思路是分散水流,提高冷却能力。
北科大相关理论研究表明:在单排集管层流冷却时,实现核沸腾冷却的区间在驻点两侧各70mm左右,之外区域是过渡沸腾和膜沸腾区域;核沸腾区的宽度受水流速度的影响,水流速度(水流密度)越大,核沸腾区越宽。加密层流冷却能力强的主要原因是核沸腾区的扩大,根据研究结果,北京科技大学高效轧制国家工程研究中心提出了超密度冷却概念:采用密集分散喷射冷却或层流冷却方式,扩大核沸腾冷却区,提高传热效率。各种冷却方式下,核沸腾区的分布如图3所示。
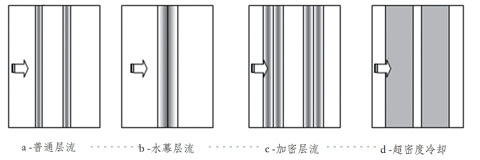
图3 各种冷却方式下的核沸腾冷却区示意图
超密度冷却方式,既避免了水幕冷却的维护难题,又能克服常规加密层流因喷水U型管无法无限加密的缺陷,在冷却能力(冷却速度、换热能力)及调节范围较加密层流更为突出,保留了加密层流维护量小的优势。2008年,北京科技大学高效轧制国家工程研究中心成功开发了中厚板超密度冷却器(SUPIC),与传统U形集管冷却器和国外的水枕冷却相比,具有冷却均匀性好、冷却速度调节范围大(20mm厚度钢板冷却速率可达45C/s)、冷却效率高、供水能耗少、结构简单、设备造价低等特点。图4为超密度冷却器的上下喷头。
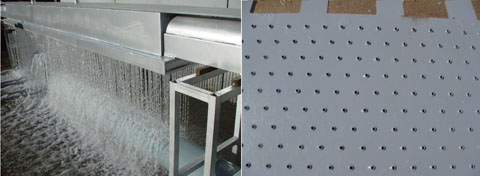
图4 超密度水枕式冷却器
北京科技大学高效轧制国家工程研究中心开发的新型超快速冷却装置,目前已经实现工业应用。2009年在济南钢铁公司2700中板生产线的轧后控冷装置改造上初次使用了超密度冷却器,随后又在唐山文丰4300特厚板生产线(如图5)、新疆八钢3500中厚板生产线全部应用第二代新型超密度冷却器,2014年济钢4300正火热处理线冷却装置采用第三代超密度冷却器,2016年邯钢2250热连轧生产线轧后冷却装置应用全新一代带钢快冷集管。

图5 唐山文丰4300超密度冷却装置(2010)
1.4倾斜式超快速冷却器(SUPIC-Curtain)
北京科技大学高效轧制国家工程研究中心在开发超密度冷却器的同时,对板带材淬火冷却器的研究在理论上也取得成果。水幕在钢板横向形成的无缝冷却为直接淬火(DQ)功能创造了条件,避免了点式喷水导致的局部不均匀冷却,以及由此产生的板带表面硬度不均匀的问题。但是,水幕(缝隙)层流冷却的水流速度低,垂直喷射流速高又会导致喷溅,也降低了冷却效果。
中压水缝隙斜喷冷却,可以兼顾无缝冷却、喷水流速高、喷水无(或少)喷溅的诸多特点。以此为理论基础,开发的倾斜式超快速冷却器,喷射具有一定压力(0.5MPa)的冷却水,对钢板全宽实行均匀的“吹扫式”冷却,达到全板面的均匀核沸腾冷却,不仅极大地提高了冷却效率,实现了高速率的超快速冷却;而且,可以突破高速冷却时冷却均匀性问题,实现了板带材全宽、全长上的均匀化冷却。图6所示为北京科技大学高效轧制国家工程研究中心开发的倾斜式缝隙超快速冷却器,南阳汉冶新建热处理线淬火机上安装了倾斜式超快速冷却器。

图6 倾斜式超快速冷却器(SUPIC-Curtain)
二、板带钢控制冷却技术应用
截止2016年4月,中心开发的中厚板中间冷却装置已经应用于武钢、济钢、三明以及重钢等4条生产线,中厚板正火控冷装置应用于济钢、邯钢、舞钢等国内11条生产线,辊式淬火机应用于南阳汉冶3800热处理线,中厚板轧后控冷装置应用于国内31条
生产线,热轧带钢层流冷却装置应用于国内9条生产线。这些生产线的应用体现了北京科技大学高效轧制国家工程研究中心在国内板带钢控制冷却技术研究领域的领先地位。上述技术的典型应用如图7-图10所示。近年来,上述技术典型的应用业绩见表1-表3。

图7 重钢4100中厚板生产线中间冷却装置(2013)

图8 济钢4300宽厚板热处理线正火控冷装置(2014)

图9 南阳汉冶特钢3800热处理生产线淬火机(2015)

图10 邯钢2250热连轧生产线快冷装置(2016)
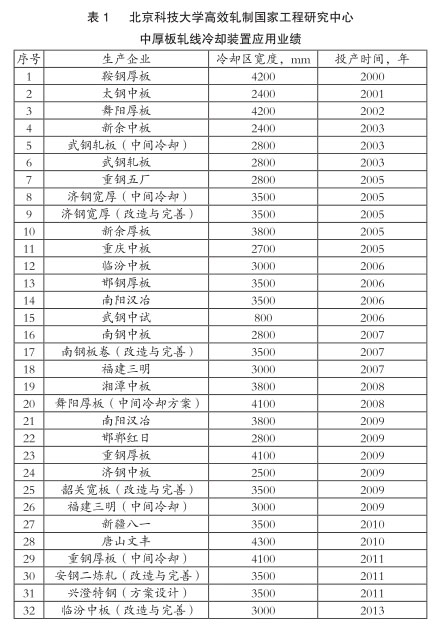
表1 中厚板轧线冷却装置应用业绩
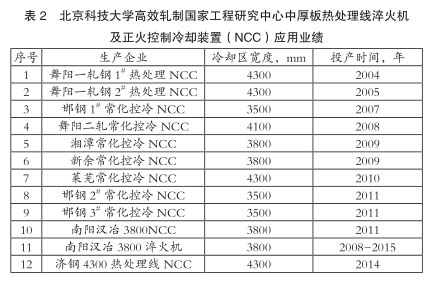
表2 中厚板热处理线淬火机及正火控制冷却装置(NCC)应用业绩
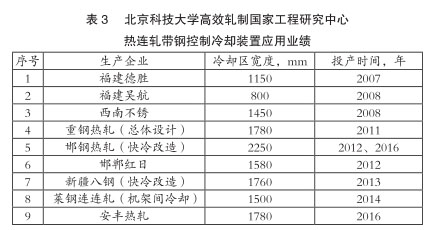
表3 热连轧带钢控制冷却装置应用业绩
三、板带钢控冷技术专利及获奖情况
3.1板带钢控冷技术专利
授权专利如下
1. 一种带预矫直的在线加速冷却方法(201110253731.3发明专利);
2. 一种高延伸率高强度钢板及其生产工艺(201010283882.9发明专利);
3. 一种叠轧焊工艺生产特厚板的方法(201010283917.9发明专利);
4. 一种中厚板在线淬火倾斜射流冷却器(201020527528.1实用新型);
5. 一种中厚板在线淬火倾斜射流冷却器(201010279562.6发明专利);
6. 一种冷却板形可控制的热轧带钢层流冷却装置(201010195517.2发明专利);
7. 一种冷却板形可控制的热轧带钢层流冷却装置(201020219651.7实用新型);
8. 一种热轧带钢控制轧制中间坯的冷却方法(201010283896.0发明专利);
9. 一种中厚板控制轧制中间坯的冷却方法(201010194568.3 发明专利)。
3.2获奖情况
板带钢控冷技术获奖情况如下:
1. 2011年,中厚板超密度中间冷却装置及高效控制轧制工艺研发与应用,获冶金科学技术三等奖;
2. 2012年,中厚板TMCP技术中间冷却工艺与装备的研发应用,获福建省科技进步奖二等奖;
3. 2012年, 中厚板TMCP技术中间冷却工艺与装备的研发应用,获三明市科技进步二等奖;
4. 2013年,高性能中厚板正火控制冷却工艺及装备研制与应用,获冶金科学技术三等奖。
|