|
先进冷连轧工艺及自动化系统集成解决方案
先进冷连轧控制系统集成解决方案包括硬件集成和软件开发两方面,硬件是控制系统工作的基础。控制系统的主要功能包括:酸洗冷连轧主令控制,液压伺服控制,动态变规格,自动厚度张力控制,自动板形控制,表面质量控制,轧制模型设定,模型自适应控制,酸洗冷连轧介质控制,换辊及机架辅助控制,出入口辅助控制,生产管理报表,人机交互界面等。
技术亮点包括:稳定通板技术(包括先进的工艺设定模型和模型自适应技术、轧机振动抑制技术、动态变规格技术、适用于各种材料的灵活的穿带和甩尾策略等);带材表面控制技术(包括打滑和热滑伤抑制技术、乳化液使用技术、轧辊表面形貌和粗糙度控制技术等);精密轧制技术(厚度控制技术、张力控制技术、板形及辊型控制技术、边降控制技术、先进秒流量控制技术等);替代价格昂贵仪表的先进智能控制技术;轧辊和卷材偏心补偿系统抵消连轧机自身的辊系和卷材偏心技术等。
全连续冷连轧二级过程计算机系统,主要包括对生产过程自动化控制;对生产过程的运行管理;对生产过程数据管理等。二级由两台服务器组成,进行各种轧制规范的计算并根据物料跟踪实时将计算结果发送给一级计算机。另一方面从现场实时采集各种参数来进行自学习和自适应,并实现历史数据的归档和存储并生成报表。二级计算机系统进行实时控制,包括预计算、设定计算、再计算、动态变规格、焊缝保护等控制手段。设定计算采用多种轧制策略,包括相对功率、相对轧制力、相对变形率、绝对变形率、绝对轧制力等方式进行多目标智能优化控制。
一级由多台PLC和TDC高性能控制器组成,完成机组的基础自动化控制功能。控制功能主要包括:主令控制、料流跟踪;速度控制;张力控制;厚度控制;弯辊、窜辊、交叉等板形控制;动态变规格;轧机运行控制;辅助系统控制等。
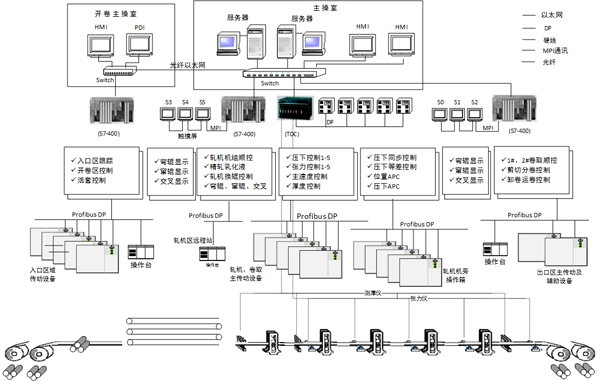
1250mm全连续冷连轧系统配置简图
鞍钢1500mm硅钢酸洗冷连轧机组

广东四会英发1000mm五机架冷连轧机组

武钢二硅钢1450mm硅钢酸洗冷连轧机组

河北中钢1250mm五机架八辊全连续冷连轧机组
首钢冷轧汽车用钢

首钢冷轧汽车用钢
|